从DCS画面乱象中看DCS画面十清楚的重要
1、目前国内DCS画面存现状
国内大多数工厂的DCS画面,许多处于"能用但不规范,规范但不好用"的状态",这是国内DCS画面存在扎心事实。
行业研究数据佐证了这个判断。ISA(国际自动化学会)联合ASM Consortium的调研表明,设计不良的HMI可使操作员响应时间延长40%,误操作率提高300%。美国核管理委员会NUREG-0700 Rev.3的研究更进一步指出,HMI设计必须从"人的认知能力"出发,否则设计者自认为清晰的界面,在操作员眼里可能是一团视觉噪音。
误操作率300%:设计不良的HMI导致的误操作率提升幅度。这意味着每100次操作,可能多发生3次本可避免的人因失误。
有人会说:我厂DCS运行了十几年,操作员天天看这套画面,也没出过事。这个逻辑经不起推敲,没出事不等于安全裕度足够,更不等于这套画面是合格的。事故是对不规范的最高惩罚,但不出事不等于规范。
还有一个数字值得关注:某化工厂曾使用超过20种颜色标注不同设备状态,在夜班时段,操作员将"高压预警"的紫色误认为正常运行的蓝色。这个案例后来被写进了多篇论文的研究素材。"一个颜色误读,价值百万的教训"-而这类教训,在行业里每天都在以不同形式上演,只是多数没被写成文章。
2、HIM设计不是美学问题,是安全工程问题
HMI画面的质量,本质上是一个人因工程(Human Factors Engineering)问题,而不是一个界面美化问题。这个认知鸿沟,是国内DCS画面质量始终上不去的思想根源。
国际上的HMI设计已经演进到"高性能HMI"(High-Performance HMI)阶段,其核心理念由ASM Consortium提出,2014年固化为ISA-101标准。这套体系的核心哲学是:让关键信息在0.5秒内被准确识别。这不是一个视觉设计的追求,而是一个安全运行的底线要求。
对照国内现实,差距一目了然:
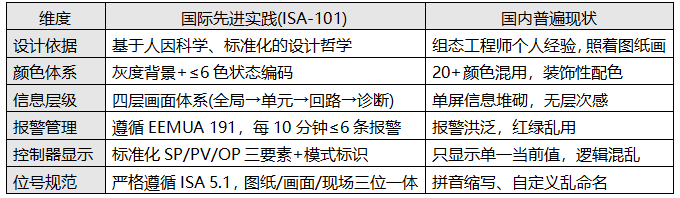
从这份对照表可以看出,国内HMI的落后,不是一两个细节没做好,而是整个工程体系的认知和流程都需要重构。
3、七个典型DCS画面乱象
【乱象一】:控制器、测量点、阀门"三合一"
这是DCS画面出现频率最高的错误。一个标准控制器必须同时显示SP(设定值)、PV(过程值)、OP(输出值)三个核心量,并标注当前控制模式(AUTO/MAN/CAS/RCAS)。但我见过的很多画面里,控制器被简化成一个孤零零的数字,操作员根本无从判断回路是否在控、异常来自过程还是来自输出。
【乱象二】:级联回路主副颠倒
串级回路的信号传递方向必须是:主控制器OP→副控制器RSP(远程设定值)→副控制器OP→执行机构。但很多画面里这条线画反了,或者干脆没有标注SP标识。这种画面交付给操作员,等于在工艺异常时给他们一颗定时炸弹-调试逻辑错乱,工艺震荡,故障溯源无从谈起。
【乱象三】:测点只显示数字,没单位、位号和测点属性
比如DCS画面显示温度68.5、压力3.2......这种孤立的数字没有位号、没有单位、没有测点属性。国内8%的男性存在色觉障碍(ISA-101规范已明确指出这一点),颜色不能作为唯一的信息载体。没有标签的数字,不是信息,是噪音。
【乱象四】:画面布局与工艺现场完全不符
管道测点画在罐体内部,阀门进出口方向颠倒,上下游关系混乱。这类问题在验收阶段几乎不会被发现,因为调试只测功能,不审画面逻辑。但一旦真正发生异常,操作员的"心理模型"和画面呈现的"工艺模型"不一致,判断就会出错,处置就会延误。
【乱象五】:报警配色五颜六色
正常的低饱和度背景+异常时的高对比色,这本是HMI配色最基本的逻辑。但国内工厂的画面,普遍把正常态也画得五颜六色。结果是:报警色和正常色视觉权重相近,真正需要突出关注的异常被淹没在色彩的海洋里。
【乱象六】:位号命名各行其是
设计院的位号、DCS里的位号、现场铭牌上的位号,三者不一致。这类问题听起来是小事,但在开车、调试、检修场景中,每一次"位号对不上"的瞬间,都在增加操作员的工作记忆负荷,都可能成为误判的导火索。
【乱象七】:四屏体系"合四为一"
ISA-101倡导的四层视图结构(全局流程屏→装置单元屏→操作单元屏→报警趋势屏),在国内几乎很少被严格执行。多数工厂把所有信息挤在一个画面里,操作员没有清晰的"从全局到细节"的导航路径,一旦发生异常,只能靠记忆和经验在信息洪流中大海捞针。
4、合格DCS画面必须做到十清楚
结合ISA-101标准、横河HMI规范(参考Sohar Refinery项目规范),以及笔者30年的现场观察,昌晖仪表总结了合格DCS画面必须做到的十清楚。这是DCS画面验收的底线,不是追求的目标。
①测量点清楚:位号+变量属性+工程单位+信号类型,缺一不可
②控制器清楚:SP/PV/OP三要素完整,控制模式标识清晰
③阀位状态清楚:开度百分比+反馈状态+联锁状态+故障状态,四项齐全
④主副回路逻辑清楚:级联信号线必须标注RSP/CAS,主副归属无歧义
⑤位号命名清楚:图纸/画面/现场三位一体,严格遵循ISA 5.1
⑥信号流向清楚:PV/OP/RSP三类信号线型区分明确,方向无歧义
⑦颜色分级清楚:灰度背景+≤6色状态编码,报警色Reserved不用做装饰
⑧流程层次清楚:画面按工艺流向组织,上游→下游,视觉路径清晰
⑨报警趋势清楚:报警优先级/颜色/确认逻辑符合ISA 18.2,趋势图含量程和限值线
⑩操作路径清楚:从概览到细节的导航层级不超过4级,关键操作≤3次点击可达
特别提醒:十清楚不是十项建议,是合格底线。任何一项做不到,画面就不合格,不合格就等于给操作员埋雷。区别只在于这个雷什么时候炸。
5、四屏体系:让操作员看得全局、打得精准
ISA-101和横河规范都明确提出了分层画面架构。实战中这是最容易被国内项目忽略、但对操作效率影响最大的设计原则。
第一层:全局流程屏(概览)
整条生产线/全厂级别的宏观态势。显示关键KPI、整体状态、报警摘要。操作员30秒内判断"整体稳不稳"。横河规范中用"Overview Window"承载这一层。
第二层:装置单元屏(分区)
按反应段、精馏段、储罐区、公用工程等物理分区监视。每个单元内的主要设备状态和关键参数一目了然。这层是日常监盘的主战场。
第三层:操作单元屏(回路)
细化到具体回路、阀组、泵组、控制逻辑。SP/PV/OP完整显示,参数调节、模式切换的手动操作入口都在这里。
第四层:报警与趋势屏(诊断)
实时报警+历史趋势+异常演化过程。横河规范要求每个趋势窗口不超过8支笔,每支笔有独立量程和限值线。趋势图默认时间范围1小时,支持放大到日级。
这套四屏体系的核心价值是:让操作员形成固定的监盘逻辑-先全局、再局部、再单回路、最后看趋势报警。有了这个逻辑,面对任何复杂工况,操作员都不会被信息淹没。
6、DCS画面整改的路径
DCS画面整改是为了实现从能运行到规范好用。HMI整改不能靠重画一遍,没有标准约束的重画,大概率是换一种方式乱。这里给出系统化的整改路径:
第一步:建立标准,固化底线
全厂统一HMI设计标准,至少覆盖:位号规范、图形组件库(测点/控制器/阀门/流程线标准样式)、颜色体系、报警色定义、画面层级定义。这份标准必须在项目启动阶段就定下来,而不是组态做完了再来补。
第二步:建立强制审图制度
画面上线前必须有工艺、仪表、自控三方联合审图。审什么?工艺逻辑一致性、控制策略正确性、画面与现场对应性、报警合理性、HMI标准化合规性。这四个维度,缺一个就放行,是给后续运营埋隐患。
第三步:固化典型错误台账
把高频问题整理成禁止清单,在组态培训和设计审查中反复强调。比告诉别人怎么做对更有效的是告诉别人哪里容易错。
第四步:引入操作员参与验证
ISA-101设计哲学强调:HMI好不好,最终用户说了算。正式投运前让三班操作员实际使用,发现导航路径不合理、信息层级不清晰的地方,及时修改。这比投运后接到投诉再整改,成本低得多。
横河Sohar炼油厂项目在HMI交付前,专门安排了操作员进行分层验证。每张画面的点击路径、响应时间、信息识别清晰度都被记录和打分。这个步骤在国内项目里几乎是空白。
结语:DCS画面不是显示屏,是安全工具
HMI的最终用户是操作员,不是工程师。工程师设计完可以走人,操作员要在那个屏幕前盯八年、十年。他们的效率、他们的判断、他们在紧急时刻的反应速度,都和那套画面息息相关。
一套规范的DCS画面,不需要多炫酷,不需要3D渲染,不需要动画效果。它只需要做到一件事:在正常工况下让操作员安心,在异常工况下让操作员快速反应。这是工程质量问题,也是安全问题。
如果你正在负责一个新项目,从现在开始把HMI标准纳入设计输入。如果你接手的是一个存量系统,从DCS画面十清楚开始一条一条自检。每一次规范化的改进,都是在给操作员减负,也是在给工厂的安全裕度加码。
DCS画面不是能看见就行,而是看得懂、用得对、出事时找得到,这才是工程该有的标准。
相关阅读
◆工控画面设计的“暗舱”原则
◆ISA-101标准的高性能HMI的四个特点
◆如何进行人机界面画面结构和画面层次规划






