在仪表维修中,会涉及到仪表导压管及电气保护管的敷设工作,尽管工作量不会太多,仍会遇到钢管的冷弯加工,钢管的冷弯制就需要弯管器。对于工作量不大或一些小型企业,专门购置电动、机械的弯管器并不划算,如果能自己动手制作一副弯管器是很方便且实用的。现介绍一种手工弯管器的制作方法,先按图1加工好滑轮,然后按图中的垂直线将滑轮锯割为四块,把锯下的四块铁分别焊接在两根钢管上,如图2所示,一个滑轮可以制作一副弯管器。焊接时拿一截对应直径的钢管比着焊两铁块的间距,这样焊好后空隙比较合适,如果空隙小了,无法从侧面放到要弯制的管子上,操作起来不方便。图中加工序号1制作的弯管器可用来弯1/2in的水煤气管,锯割的铁块焊接在1in的钢管上,钢管长度为1.2m左右。用加工序号2制作的弯管器可用来弯Ф14的导压管,锯割的铁块焊接在1/2in的钢管上,钢管长度为lm左右。
表1 手工弯管器滑轮加工图
|
序号 |
手工弯管器尺寸 |
||||
|
D |
D1 |
R |
L |
L0 |
|
|
1 |
105mm |
30mm |
14mm |
30mm |
3mm |
|
2 |
80mm |
20mm |
10mm |
20mm |
3mm |
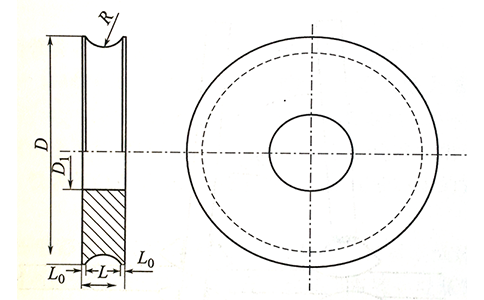
图1 制作手工弯管器的滑轮
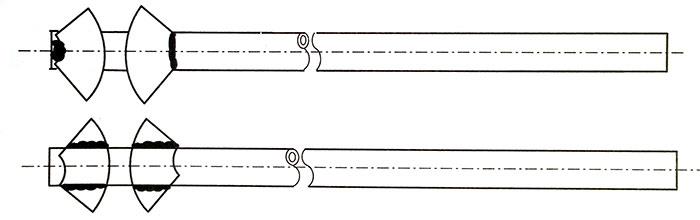
图2 手工弯管器焊接示意图
用手工弯管器冷弯导压管的方法
用手工弯管器弯钢管时,先在钢管需要弯曲处划上记号,然后把弯管器套在被弯制的钢管上,弯管器要分别放在被弯制钢管的两侧,如图3所示。弯管时需要两个人共同操作,其中一个人使用2号弯管器,作用是固定被弯管,另一个人使用1号弯管器,由其来进行弯管,两人的用力方向正好相反,如图3中的箭头所示。弯制质量取决于操作1号弯管器的人,如要弯制图3所示的直角弯时,2号弯管器固定在c处不动,1号弯管器从a处用力向箭头方向弯动,并逐渐向b端移动,直至弯成直角弯,这样还可保证L的尺寸。钢管弯制时要一次弯成,管子弯曲后,应检查有无裂纹和凹陷处。仪表管的弯曲半径在《GB 50093-2013 自动化仪表工程施工及验收规范》有规定,即“高压钢管的弯曲半径宜大于管子外径的5倍,其他金属管的弯曲半径宜大于管子外径的3.5倍,塑料管的弯曲半径宜大于管子外径的4.5倍”。
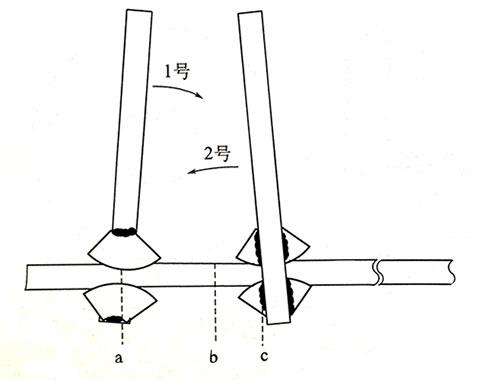
图3 钢管冷弯示意图
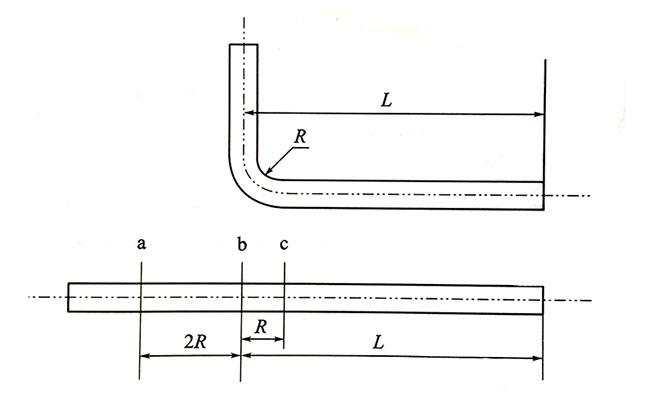
图4 钢管弯制尺寸图






