弹簧管压力表校准大多采用比较法。比较法就是对被校压力表与标准压力表或砝码在校验器上进行逐点比较0.5级以下的普通压力表都是采用与标准压力表进行比较;0.5级以上的压力表大多使用活塞式压力计与砝码进行比较。
1、正确选择标准压力表
在校准前要正确选择合适的标准压力表。标准表的选择包括准确度等级和量程范围两项内容,按《JJG52-2013弹性元件式一般压力表、压力真空表和真空表检定规程》的规定,标准压力表的允许误差绝对值不大于被校准压力表允许误差绝对值的1/4。因此,标准压力表的准确度等级应严格按照规程进行选择,选择方法是:0.25级的标准压力表可用来校准1.6级以下的一般压力表;0.4级的标准压力表可用来校准2.5级以下的一般压力表。为了不使标准压力表受损,其使用上限通常不应超过其测量上限的70%,所以标准压力表的量程要比被校表量程大40%以上;由于压力表及精密压力表的量程系列是有限的,按上述要求选择时,向相近的量程范围靠近就行了。
2、弹簧管压力表校准的操作
弹簧管压力表的校准,只需要一台压力表校验器和一只精度符合规程要求的标准压力表。其配置如图1所示。操作步骤如下:

图1 压力表校准配置示意图
①首先把传压介质灌满油杯,打开单向阀门,缓慢的旋转手轮,观察油路是否畅通,然后,把标准压力表和被校压力表分别装在单向阀门1、2的接头上。
②打开油杯上的阀门,关闭单向阀门,反时针旋转手轮,将传压介质吸入手摇泵内。
③关闭油杯上的阀门,打开单向阀门,顺时针旋转手轮,使油压作用于标准压力表和被校压力表上,在平稳地升降压力过程中,检查压力表指针有无跳动、卡住等现象。
④对标准压力表和被校压力表的指示值进行比较。先检查零点,被校压力表是带止销?带止销的指针应紧靠止销;不带止销的指针中心应对准零位。
⑤零点检查合格后,就可以做线性刻度检查。一般选择O%、25%、50%、75%四个点,通过这四个点的校验,就可大致看出该只压力表的误差情况。如果这四个点线性较好,则其他点也不会有太大的误差,即可做整机校准了。
⑥在做整机校准时,校准点应不少于5点,并应均匀分布在整个刻度范围内。先对准被校表,误差看标准表。各点读数应读两次,第一次是在到达预定压力点时进行,然后是轻敲表壳后进行读数并记录数值。误差计算应是上升和下降两次轻敲误差的平均值。
【昌晖仪表经验之谈】弹簧管压力表校准时正确的操作和读数方法
①正确的操作方法
用压力校验器校准压力表,看似简单,但做起来还是有要求的,不是随意的加压、降压就行,而是要按照规程的方法进行,即示值误差的校准,按标有数字的分度线进行,要逐渐平稳的升压(降压),当示值达到刻度上限后,在此压力下做三分钟的耐压试验,然后按原来的校准点做平稳的降压(升压)作倒序回校。一股要做的有示值误差、轻敲位移、回程误差的校准工作。压力表做上行程校准时,逐渐升压应从刻度下限开始,而作下行程校准时,逐渐降压应从刻度上限开始。当压力表的指针逐渐靠近被校准的刻度值时,应慢慢的升压(或降压),直到压力表的指针与被校表的刻度值重合。
②正确的读数方法
校准时要注意正确的读数方法。采取升压(或降压)使被校压力表指示在被校准的刻度值上,然后去读取标准压力表的示值,然后进行两者的误差计算,此方法的读数误差要小些。因为标准压力表的分度线分得较细且指针也细,这样读数时视觉误差也小,可保证读数误差小。有的仪表工采取升压(或降压)使标准压力表指不在被校准的刻度值上,然后去读取被校表的示值,来进行两者的误差计算,由于普通压力表的分度线分的不细且指针也宽,尤其是指针在两刻度线之间时,很难分辨正确的数值只能估计读数,显然读数误差也就大了。
3、弹簧管压力表的调试技能
在校准过程中,如果发现压力表误差超差、线性不好等情况,应该进行调整和修理。压力表可调部位主要是指针、扇形齿轮与连杆,而游丝、底板、弹簧管大多属于修理项目了。
①指针安装技能
在弹簧压力表调校、修理过程中,一般都要把指针取下和装上许多次,使用起针器取下指针是很方便的;但是把指针装到压力表上却是很有技术含量的,现做详细介绍。
弹簧压力表的指针安装位置有两种情况,即带止销的和不带止销的,所谓“止销”就是仪表盘面上,零点处挡住指针,不使指针跑到零点以下的那个小钉钉,也叫“限止钉”。有的压力表有止销,而有的压力表没有止销,安装指针时就应分别对待。带止销的压力表装指针的位置,一般是在零点以上标有数字的第一个点上,如一只0-1.0MPa的压力表,标有数字的点是0.2.0.4.0.6.0.8.1.0几个点,我们可把压力升到0.2MPa,再把指针定在0.2MPa位置上。也可以不在第一个点上装指针,而改在其他点上装指针,例如,在调整示值时,经过反复调整,还是有一两个点超差,这时,我们可以通过改变安装指针的位置,使超差的那一两个点的差数,分一部分到其他各点上,使各点都有一点误差而又不超出允许误差。
不带“止销”的压力表,应该在没有加压的情况下,在零点位置上装指针。压力真空表是不带“止销”的,应该在没有压力的情况下,把指针装在零点的刻线宽度范围内。
装紧指针仍很重要。在使用现场我们常见,有的压力表指针经常处于摆动状态,有的则快速振动,因此,将指针紧紧地装在中心轴上是很重要的。通常是用钟表榔头将指针敲紧,敲击时,一只手将指针稳住,使其在敲击过程中不会摆动,一只手用榔头敲紧。如果更换指针,还应特别注意指针轴孔是否与中心轴匹配,否则由于指针轴孔大于中心轴,而出现指针安装不紧固的问题。
②刻度误差调整技能
A、零点和上限刻度的调整。
刻度误差的调整可参考图2-弹簧管压力表传动机构示意图进行。未加压时把指针固定在零点处,具体操作按以上“①指针安装技能”的方法进行。然后加压至上限压力值,可松开刻度调节螺钉来调整L2的长短,使指针指示到上限刻度线上。通过重复调整,使零点和上限刻度均达到要求为止。
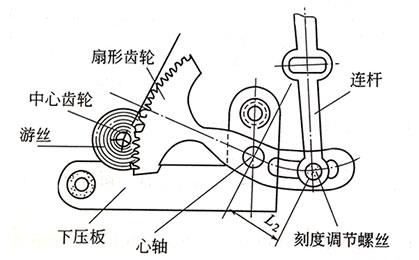
图2 弹簧管压力表传动机构示意图
B、中间刻度的调整
加压后如误差和刻度是正比关系是正误差将L2调长些;是负误差将L2调短一些。加压后,如果零点刻度和上限刻度附近误差都未超差,而中间刻度超差,并与刻度成正比关系。可调整L2的长短来改变连杆与扇形齿轮之间的夹角,使误差缩小。当压力加至刻度的50%时连杆与扇形齿轮的中心线之间的夹角一般应为90°。如果零点刻度和上限刻度附近的误差不合格,而中间刻度误差合格时,用前面两种方法反复调整一般都能解决。
③其他误差的调整
当某刻度误差不合格时,通常是中心齿轮与扇形齿轮接触不良或中心齿轮轴弯曲造成的。可根据具体原因消除之,如缺牙,需更换同规格的新齿轮。
变差大,一般是传动机构摩擦过大、连接有松动,或者游丝力矩不足引起的,可根据实际情况进行处理。
④刻度误差调整方法
在压力表校准过程中刻度有误差时,刻度误差大致有三种情况:a、各点的差数基本一样;b、差数越来越大或越来越小;c、个别的一两个点超出允许误差。而差数前大后小或后大前小的现象,实际上仍属于第二种情况。对于一、二种情况属于有规律的变化,调整比较容易。如第一种情况只需重新安装指针即可。第二种情况的差数越来越大,则应将刻度调节螺钉向外移动,将L2调长一些,以增长力臂;而差数越来越小,则应将刻度调节螺钉向内移动,将L2调短一些,以缩短力臂。第三种情况为不规则的变化,产生的原因较多,调整要复杂些,如拉杆与扇形齿轮的角度不对时,则应调整其角度;游丝的张力不够时,则应调整或更换游丝;中心轴与表盘不同心时,则应移动机芯位置,使其同心。在调试时应尽量将第三种情况调整成一、二种情况,然后再进行调整就比较容易了。
在调动刻度调节螺钉时,用左手食指夹着刻度调节螺钉的螺母,右手拿旋具(螺丝刀)拨动螺钉,让左手食指感觉出螺钉的移动量。掌握正确的方法,就可以用较少的调整次数拨动到准确位置了。






